
溶接継手は全てエンクローズ溶接?
現在市場には溶接継手と呼ばれる工法は種々あります。溶接継手はそのものズバリで鉄筋を溶接して継ぐ場合に使用される言葉で、突き合わせ溶接やフレア溶接があります。エンクローズ溶接は突き合わせ溶接に含まれますが、その工法の違いから単に突き合わせ溶接と呼ばずにエンクローズ溶接と呼びます。本工法もエンクローズ溶接と呼びます。
では、何が違うのか?それは使用する治具の違いによります。エンクローズ溶接の場合は、溶接部を「不活性ガス雰囲気」に保つための治具を使用します。溶接部を大気から遮蔽できる、それがエンクローズ溶接です。
本工法・ME溶接継手工法の特徴を「突き合わせ溶接継手(以下「溶接継手」とする)」を説明しながら以下に紹介したいと思います。
では、溶接継手とは?
梁筋左右(柱筋であれば上下)の接合する鉄筋の端面を密着させず、開先(隙間)をあけ、その部分を半自動溶接(溶材はワイヤ)にて、鉄筋端面(母材)を十分に溶かし込みながら、図1に示すようにその隙間が無くなるまで溶材を盛り続け成形します。
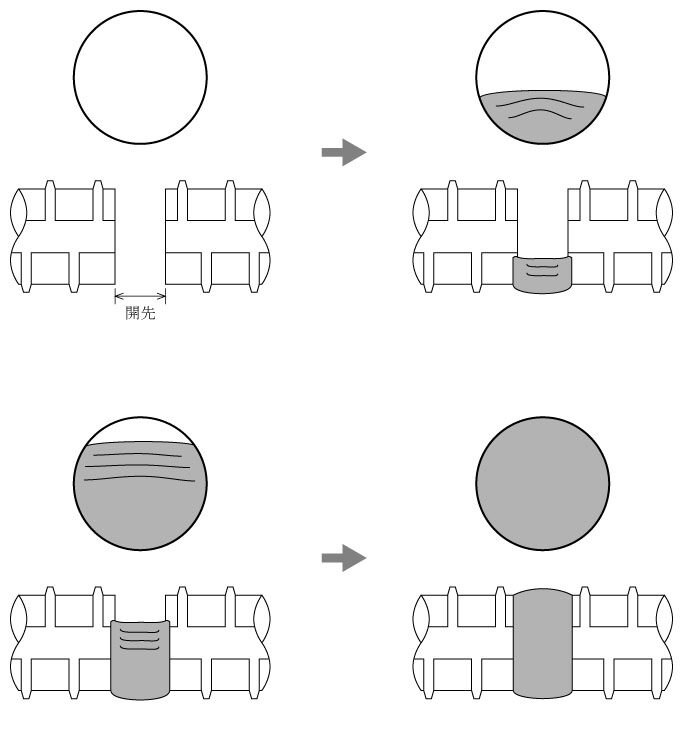
図1 溶着金属の連続盛り
鉄筋溶接継手のウラガワ
溶接継手は、その溶着金属が流出しないよう、多くの工法には図7に示すような「裏当て材」と称されるものを使用します。鋼製の裏当てを使用した工法では、溶接完了後もそれが外れることはなく、溶接部の外観(特に欠陥が発生しやすいと言われるアークスタート時)を確認することができません。また、鋼製以外の材料を使用する工法もありますが、材料に吸湿性があり(吸湿しているとアーク熱で蒸発し欠陥として残留する)、またゴミとなり、最悪、型枠内に残留し、コンクリートに混在することもあります。
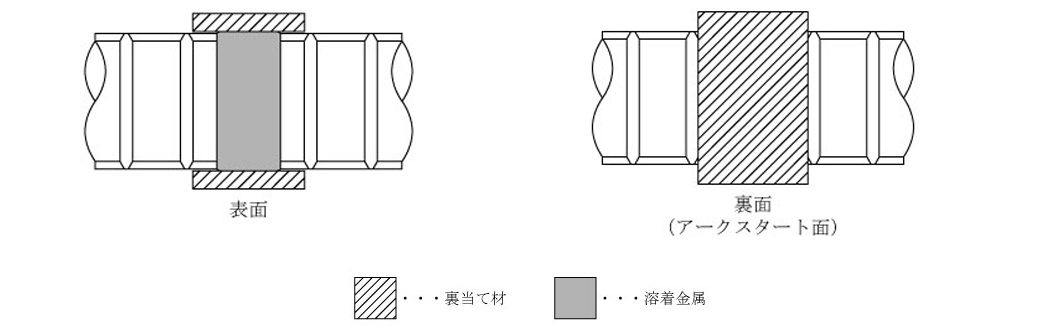
図7 裏当て材装着
このように、一言に溶接継手と言っても、様々な工法がありますので、ご検討の材料としていただければ幸いです。